������|���o��ģ��ˇ��Ŀ :�ИI��
�l���r�g : 2015-04-07
�����h��x����|��r�S��Ӎ�� ������| ���o��ģ��ˇ���f�� ��ƪ���o�Ŀ�Ī��ˇ���½�B���c�� �٘˜���|�Y���J�R�� �ڿ�ģ��ԭ������� �ۿ�ģ�г��F�Ć��}�Լ������Ľ�Q������ ������|�����N����O��ʹ�ã������������,늄әCе,늹��b�ú����ߵ�
|
���վ��x�ɷ݈�r�S��Ӎ��������|���o��ģ��ˇ���f����ƪ���o�Ŀ�Ī��ˇ���½�B���c��
�٘˜���|�Y���J�R��
�ڿ�ģ��ԭ�������
�ۿ�ģ�г��F�Ć��}�Լ������Ľ�Q������
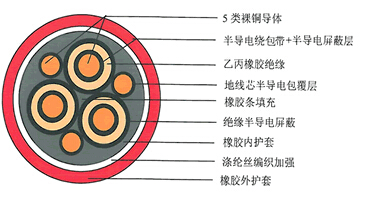
������|�����N����O��ʹ�ã������������,늄әCе,늹��b�ú����ߵ��Ƅ�ʽ�Դ��������ʹ�È��ϲ�ͬ���o�����ϽY����ܴ��еIJ��ÆΌ��o�Y����MYú�V���Ƅ�ܛ��|���еIJ��ÃɌ��o�����g�ü����ӏ��Y�������Ͳ��|����|�o�ײ����p���o�����g�þ����M�мӏ��ĽY�����@�N�Y�������a��������Ҫ�����a���׃��o�ף����ڃ��o�ױ����M�М�]�z���������o�����ȣ�������������ֹ�����o��֮�gĥ�����^��D���������o�ס�߀��Щ�S�қ]�й��D�O�䣬���a�p���o�ķփɴΔD�����@Щ�Y�������a�к����׳��F���o��ģ�F��
��
�Ծ�Ͳ��|���������������о�c����ؾ�о�M�г��|�����@�����M�����o�����D��C�M�����z���o�ף����ڃ��o�ױ����M�М�]�z�����ӏ����^��D���������o�ס��D���o�����a����D��ʽ�D����ģо�����^���^���ˌ����o��ƫо�������҂����x��ģо�rһ��ȁ��Ͼ�о��0.5~1.5mm֮�g���@�N��|�Y��һ�����Ʋ����͕����F���o�הD���r���o��ģ����ģ�ĬF���ǔD��ǰ�������o�⏽������ģоС����߀�dz��F���o����ģо�в��r��ģ����о�ڳ��|�r������z���lҎ�������o���ڔD���^�����������|о�Ⱦ͕���䲻�����ڿ՚⣬���س����µĿ՚⽛�^ģо�M���ܺ����ض����ߣ��՚�͕��l�������Û����������������ͨ�^��߉����ķ�����������ضȣ������ضȣ�T���c������P�����Pϵ���±���
|
����≺P |
�ض�T |
����≺P |
�ض�T |
����≺P |
�ض�T |
����≺P |
�ض�T |
����≺P |
�ض�T |
|
Mpa |
�� |
Mpa |
�� |
Mpa |
�� |
Mpa |
�� |
Mpa |
�� |
|
0.1 |
100 |
0.2 |
120 |
0.36 |
140 |
0.65 |
162 |
1.05 |
182 |
|
0.11 |
102 |
0.21 |
122 |
0.38 |
142 |
0.68 |
164 |
1.1 |
184 |
|
0.12 |
104 |
0.22 |
124 |
0.4 |
144 |
0.72 |
166 |
1.15 |
186 |
|
0.13 |
106 |
0.24 |
126 |
0.45 |
148 |
0.75 |
168 |
1.2 |
188 |
|
0.13 |
108 |
0.25 |
128 |
0.48 |
150 |
0.79 |
170 |
1.25 |
190 |
|
0.14 |
110 |
0.27 |
130 |
0.5 |
152 |
0.83 |
172 |
1.31 |
192 |
|
0.15 |
112 |
0.29 |
132 |
0.53 |
154 |
0.87 |
174 |
1.37 |
194 |
|
0.16 |
114 |
0.3 |
134 |
0.56 |
156 |
0.91 |
176 |
1.43 |
196 |
|
0.17 |
116 |
0.32 |
136 |
0.59 |
158 |
0.96 |
178 |
1.49 |
198 |
|
0.19 |
118 |
0.34 |
138 |
0.62 |
160 |
1.00 |
180 |
��ͨ�^������ʽT=100×�õ�����ֵ�|оԭʼ�h����20�桢1���˜ʴ�≺����1MPa�ض��M�����a���M���ܺ�܃Ȝضȕ�������180�档�����|�ڲ�ͬ�ضȡ���ͬ�����µ��|���Ǻ㶨�ģ����|����ʽm=ρV, �|����׃���ܶ�׃С���w�e׃�������ǿ՚��ڲ�ͬ�����͜ض��µ��ܶ�
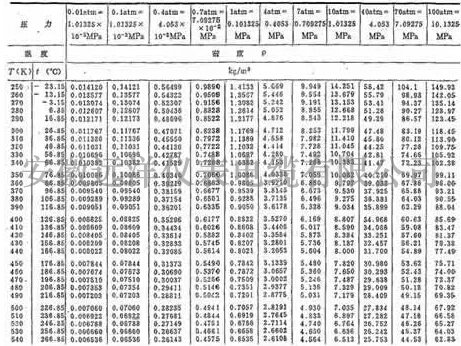
20�棨293.15K����1���˜ʴ�≺(0.101MPa)�՚��ܶȼs��1.2kg/m3��180�棨453.15K����1MPa�՚��ܶȼs��7.7kg/m3���@�r�՚��w�e��Û����ԭ����6���ࣨV2=ρ2/ρ1*V1=(7.7/1.2)*V1=6.4V1����
������o���a��ע�⣬�|о���Mˮ���l��׃����������ͬ��ˮ�D�����������w�e��Û��ԭ����1900������˜ʠ�B��һĦ��ˮ�����|����18g���w�e��22.4L��1g����1240ml���������w��B���̣����w�e�͜ضȳ����ȡ�����180�棨453.15K����1MPa�՚��w�eV2=T2/T1*1240=(273.15+180)/(273.15+20)*1240=1916 ml;ˮҺ�w���ܶ���1g/ml�������w�e��Û��1916 ml/1g/ml=1916������ �������Y������B�|о�M��ߜظ߉������ܣ��^���M��ˮ��ܵ����a��ʽ�����Կ՚��ˮ���ߜظ߉���Û������ˮ�տs����Û��
���w���������϶ѷe����|���LԽ�L���|о����Û���wԽ�eԽ��ֱ������ģо�⏽���F��ģ��
�҂���Q�������@�ӵģ�
���ȣ�����|о�l�F�Mˮ���@�N��|�^�����������a�o�ף�ˮ�ܟ��D׃ˮ�����w�e����Û��
�ڶ����|о���lȫ������Ƿ��ˇ�����|��������ԱȽg�Ͽ�϶���@�����a���o��Ƿ�������l�F��׃�����l���o���N������о�����C�|о��"��"��϶��
���������a�D�����o횸߉��������a�����h��������1.2MPa��ͨ�^�������������|о���_���|о��"��"�՚⡣
���ġ����a�D�����o�וr횵͉��������a���Ԝp�ك��o���|о�����Ŀ՚��ܟ���Û���������ض�Խ�ͣ��՚⡢ˮ����Ûϵ����ԽС�����h����С��0.5 MPa��
�������ɾ��x�ɷ�����˾�������������P��������|���o��ģ��ˇ���ă��ݡ�����������|���P��Ϣ�����ĵ�ַ��http://m.xintianrc.com/news/hyxw/972.html�D�dՈ���h�����߉���|��������|�������x����|��r�Y�Ϛgӭ�������ȡ��������15222906608 ��������|���o��ģ��ˇ�����P�aƷ|����ϲ�g��
 �ұ���Ƥ�Ȼǻ�����ϩ��| �ұ���Ƥ�Ȼǻ�����ϩ��| |
 ���ͱ�ƽܛ��| ���ͱ�ƽܛ��| |
 �S�П��ż/����� �S�П��ż/����� |
 ���ן��ż/����� ���ן��ż/����� |
 ȡ�ϙC��Ͳ��| ȡ�ϙC��Ͳ��| |
 ��������ܛ��| ��������ܛ��| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|