������|�B�m��ˇ�����Ĵ_����Ŀ :��|���YӍ
�l���r�g : 2015-05-25
�����h��x����|��r�S�ң�������|�B�m��ˇ�����Ĵ_������������|�����a�^���У������c�B�m��ˇ�����Ĵ_���кܴ���Pϵ�������ˇ�������Ʋ��������������F���ܣ�߀��Ӱ푵���Ʒ��������������ܡ��������������ͳ����ٶ����B���������Ҫ������
|
���վ��x�ɷ݈�r�S�ң�������|�B�m��ˇ�����Ĵ_������������|�����a�^���У������c�B�m��ˇ�����Ĵ_���кܴ���Pϵ�������ˇ�������Ʋ��������������F���ܣ�߀��Ӱ푵���Ʒ��������������ܡ��������������ͳ����ٶ����B���������Ҫ���������Pϵ���aƷ�Cе�������ܩp���^�|���p���aЧ�ʵȡ�
�S
 ����
���� ���g
���g
 չ�����z
չ�����z �a���g
�a���g Խ
Խ Խ
Խ �@
�@ ���¼��gչ�����z��Ч�������ʹ�
���¼��gչ�����z��Ч�������ʹ� ����늾���|������
����늾���|������
 �����B�m��
�����B�m��
 �D���ʽ����׃
�D���ʽ����׃ ���B�m��
���B�m��
 ���c���aЧ�ʸߣ�늾���|���^�Ȃ��y��ˇ
���c���aЧ�ʸߣ�늾���|���^�Ȃ��y��ˇ ��ߣ��~���w
��ߣ��~���w
 �����ȡ��Â��y��ˇ�a������|
�����ȡ��Â��y��ˇ�a������| ��
�� �ߙn
�ߙn ��������ף�
��������ף� ��
�� ԭ
ԭ ��|���^
��|���^ ���~�z�������أ�����������ף���������ܛ��|���档�S
���~�z�������أ�����������ף���������ܛ��|���档�S
 ����WTO���aƷ�˜�ȫ�����HIEC�˜��£��S���������Դ��Ҏ�����
����WTO���aƷ�˜�ȫ�����HIEC�˜��£��S���������Դ��Ҏ����� ��������|��
��������|�� ���{�����҃����B�Ӿ�
���{�����҃����B�Ӿ� Ҏ�������245IEC57��YZW������ܛ��|��
Ҏ�������245IEC57��YZW������ܛ��|�� ���������ܛ��|���^�|����
���������ܛ��|���^�|����
 �����Q�����}���B�^��
�����Q�����}���B�^�� ��������|�ӹ�
��������|�ӹ�
 ������ͨ
������ͨ
 ������|�a��
������|�a�� ��ˇ����ӑՓ����
��ˇ����ӑՓ���� �������m��ˇ�����������������|�aƷ�|����
�������m��ˇ�����������������|�aƷ�|����
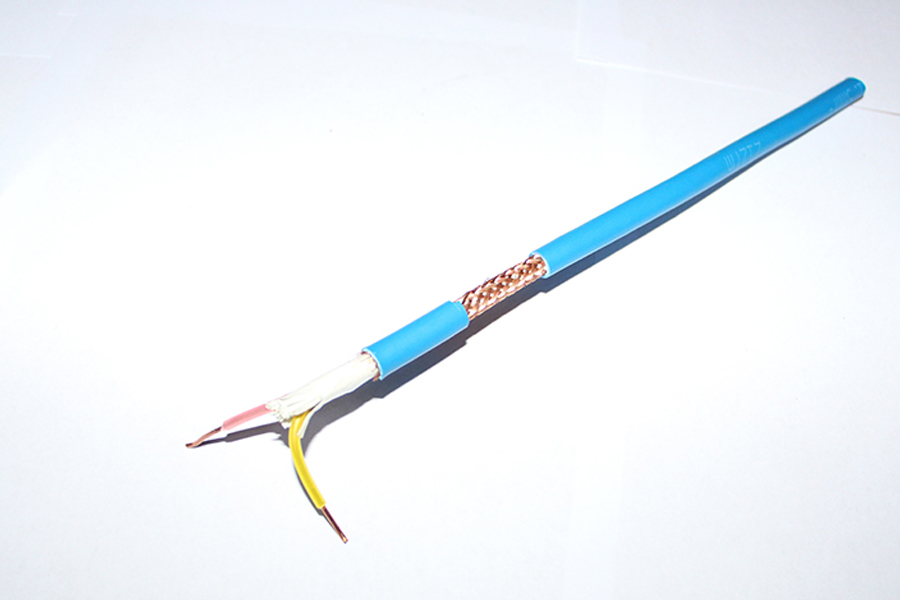
3.1 MYPTJ������|�����x��
MYPTJ0.38\0.66kv �� ܛ��|����XJ-00A���ϣ�XJ-XXXJ�������z�^����
ܛ��|����XJ-00A���ϣ�XJ-XXXJ�������z�^����
 X����0-3�����֣�������
X����0-3�����֣������� �ضȡ�0����65�棻1����70�棻2����85�棻3����90�档��X����0-3�����֣�������������0�����㏊������1�����㏊����ȼ��2�������͏�������3�������͏�����ȼ����X��������ĸA��B�ȣ����������С�
�ضȡ�0����65�棻1����70�棻2����85�棻3����90�档��X����0-3�����֣�������������0�����㏊������1�����㏊����ȼ��2�������͏�������3�������͏�����ȼ����X��������ĸA��B�ȣ����������С� ��
�� ��XJ-00A��
��XJ-00A�� Ȼ-�����z����XJ-30A���ұ����z����
Ȼ-�����z����XJ-30A���ұ����z����
3.2 ��ƷҎ���_�� ���B�m�C�M���gҎ�� Ҏ��ģ�߳ߴ緶������Ҏ��
Ҏ��ģ�߳ߴ緶������Ҏ�� ģо��ģ��
ģо��ģ��
 ����
���� �_��Ҏ������
�_��Ҏ������ �����⣬
�����⣬ Ҏ���ݗU�D�ٷ������D��
Ҏ���ݗU�D�ٷ������D�� �ݗU�D�ٵ�
�ݗU�D�ٵ� Ҏ���D�٣����z�����������Բ�D��������|�ӹ����y���C
Ҏ���D�٣����z�����������Բ�D��������|�ӹ����y���C �ȉ���������픉ęC���������������z�D���㣬
�ȉ���������픉ęC���������������z�D���㣬 �������ٶ����a��Ӱ��aЧ�ʡ�
�������ٶ����a��Ӱ��aЧ�ʡ�
3.3�ݗU�D�ٺ͠����ٶ��_��
�ݗU�D�ٺ͠����ٶțQ���aЧ�ʺ���Ʒ�⏽�����^���_���ݗU�D�ٺ͠����ٶ�����ԭ������ƽ��ԭ�������ݗU�D���z����
 ������Ʒ����
������Ʒ���� �����z����ȡ� ��
�����z����ȡ� ��
 ���_���ݗU�͠����ٶ����ȶ������ٶȣ�����
���_���ݗU�͠����ٶ����ȶ������ٶȣ����� ��
�� �Q����Ʒ��헙Cе���������ء��B�m�D��C�ݗU����
�Q����Ʒ��헙Cе���������ء��B�m�D��C�ݗU���� ����12��1
����12��1
 �ܻ��ݗU���ݗU
�ܻ��ݗU���ݗU Ͳ�w
Ͳ�w �������ݗU�D���D�������ȣ��������Pϵ��
�������ݗU�D���D�������ȣ��������Pϵ��
3.4 �ضȺ����ٶ��_��
��������ָ���������׃ �r
�r ���ض�ÿ����10K�������ٶ��s����2��3�����������˹
���ض�ÿ����10K�������ٶ��s����2��3�����������˹ �Y�����
�Y����� ����ָ�����ٶ����͜ض��Pϵ��
����ָ�����ٶ����͜ض��Pϵ��
k=A��e-E/RT
ʽ�� k-----�����ٶ�����
E-----���� ���� R-----���w���� T-----�^�ضȣ�K��
���� R-----���w���� T-----�^�ضȣ�K��
e----- Ȼ���ף�e=2.718����
Ȼ���ף�e=2.718����
ԓ��ʽ ���H�����y���������z�����ٶ��ض��Pϵ
���H�����y���������z�����ٶ��ض��Pϵ ��ʽӋ�㣺
��ʽӋ�㣺
V2=V1 2 0.1(t2-t1)
V1------t1 �����ٶȣ� V2------t2 �����ٶȣ� t1,t2------- �ضȣ��棩�� 2--------�ض�ϵ�� ��Փ�������z�ض�ÿ����10�棬���ٶ��������������s������������ʽ���a�ͼ��g�����������z����ԓ����������
������ʽ������������ضȣ������B������������������������ٶȡ�
����ij�B�m�C�M���B�m����50�ף��a��|���o�ף���������Ƥ����ˇ������4kg/cm2��151�棩����15 �����B�m�C�M�a���o�����ٶ�25�ף��B�m���ض��٣� ��Ӌ���B�m������50/25=2犡����՜ض�ÿ��10�ȣ����s�����Pϵ��Ӌ������3�������ض�������30�ȡ��B�m���ض�181�ȡ�
�����B�m�C�M�a���o�����ٶ�25�ף��B�m���ض��٣� ��Ӌ���B�m������50/25=2犡����՜ض�ÿ��10�ȣ����s�����Pϵ��Ӌ������3�������ض�������30�ȡ��B�m���ض�181�ȡ�
�B�m����������Խ�����ٶ�Խ�죬�aЧ����ߡ����`�C�������������� �����ߣ�����B�m���ٶȡ�
�����ߣ�����B�m���ٶȡ�
3.5���������_��
�B������������ֵ�δ_���� ������Ʒ�B���������Ʒ�ⲿ���^������������
������Ʒ�B���������Ʒ�ⲿ���^������������ �����^���ضȣ���Ʒ�Ȳ��՚�����ˮ�ݵͷ��c�]�������a���w��Û���������≺�������������Û���K���ܷ���������Ʒ�Ȳ���Ѹ����s����Ȼ̎�ߜ���Û��B���Ȳ����wѸ����Û������Ʒ��������ס�Ȳ�������
�����^���ضȣ���Ʒ�Ȳ��՚�����ˮ�ݵͷ��c�]�������a���w��Û���������≺�������������Û���K���ܷ���������Ʒ�Ȳ���Ѹ����s����Ȼ̎�ߜ���Û��B���Ȳ����wѸ����Û������Ʒ��������ס�Ȳ������� �ݣ�����
�ݣ����� �ѡ������z�쟒����������@��
�ѡ������z�쟒����������@��
����Ʒ�K���ܷ�˲�� ��Ʒ��������̎���������Y�����B������������ʽ�� ��=P�� D��/��2[��] t- P��
��Ʒ��������̎���������Y�����B������������ʽ�� ��=P�� D��/��2[��] t- P��
ʽ �� �� ------��Ʒ�������c��ȣ�mm �� P ------��������������MPa �� D��------��Ʒ�D���⏽��mm ��
[��] t -----�ض���Ʒ��������N/ mm 2 �� ���ض����z������ [��] t ������Ʒ�S��ԭʼ�U�����ȵ͡�����������Ӌ��������������������������Ӌ��������������������������Ӌ���������������������]����Ʒ���쿹�����Ⱥߜ����z��׃�Σ������������^�ȾC�����_�� [��] t ���������������������ضȣ��������������ٶȡ������]�|о��϶���o�̶ܳȡ�
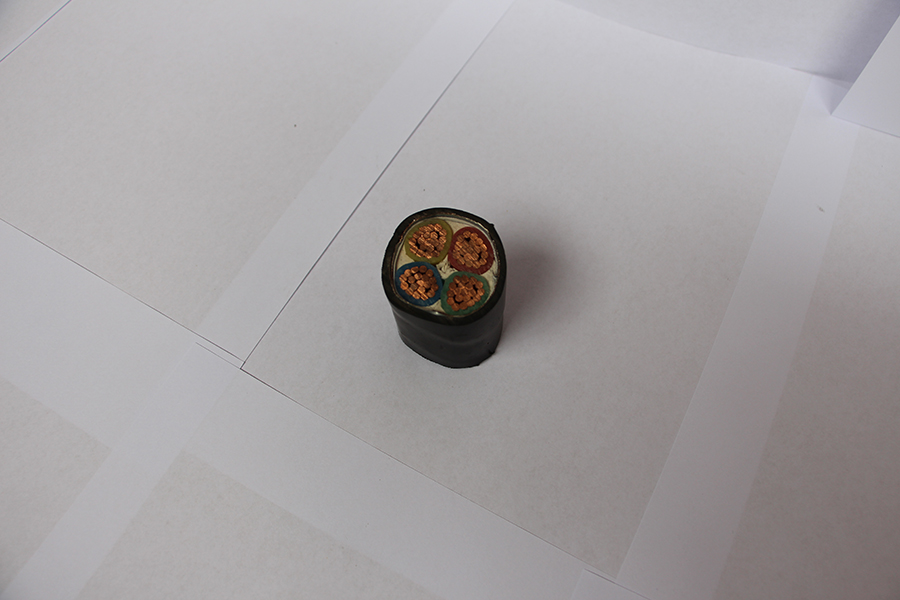
����ij����������|���|�⏽38.5mm���o��ƽ�����5.0mm�����c���4.15mm���o�ײ���Ȼ/�������zSE3��Ƥ������������ȡ8.4N/mm2,����������60%�S�����ȣ�����������5.04 N/mm2������ʽӋ���B�m������������
4.15=P��38.5/��2��5.04-P��
P=0.98 N/mm2
��ԓ����������|��������10kg/cm2 
 ���������������ٶȹ�ʽ����ԓ�aƷ���ٶȡ� �^����Ʒ���ٶ����]���z�����ٶȣ����z�������ʽ�� Q = �� A [ �� t1 - t2 ��/ �� ] ʽ�� Q------����������� W ��
���������������ٶȹ�ʽ����ԓ�aƷ���ٶȡ� �^����Ʒ���ٶ����]���z�����ٶȣ����z�������ʽ�� Q = �� A [ �� t1 - t2 ��/ �� ] ʽ�� Q------����������� W ��
��------���z�����ʣ�W/��m �� �� ���� A------�� ����
���� �e��mm 2 �� t1 , t2 -------��أ��Ȝأ��� ��
�e��mm 2 �� t1 , t2 -------��أ��Ȝأ��� ��
��------��ȣ�m �� ʽ�����z�����ʦ�׃���������eA����׃�����z��Ʒ�����������ض�Ӌt1 , t2 ׃�� �����������Q����� ���ȡ���������������_
�����������Q����� ���ȡ���������������_
 ���^�������ٶ�������Ȼ��Փ����Ȼ�����`��C��
���^�������ٶ�������Ȼ��Փ����Ȼ�����`��C��
 ������ϩ�^��������ϩ�o��䓎��z�b�~о�����| ������ϩ�^��������ϩ�o��䓎��z�b�~о�����| |
 �����������Ӌ��C������| �����������Ӌ��C������| |
 DX133����׃���� DX133����׃���� |
 �ͺ�ܛ��| �ͺ�ܛ��| |
 ������ϩ�^���߉���| ������ϩ�^���߉���| |
 �p���ٜض�Ӌ �p���ٜض�Ӌ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|