500KV�о�X�g�����aҪ����Ŀ :��|���YӍ
�l���r�g : 2016-01-30
1�� 䓽z�ž��rҪ��һ���ď�������䓽z�P��ɢ��Ҫ�o�̣��A��䓽z�Pɢ�ܓp��䓽z�� 2�� �AŤ�h�g���{�����c��������һ�¡���ģ���c�AŤ�h�ľ��x���m���� 3���X���ž��P�ď������{���Ļ�������һ�£��Ա��⌧�����Ώ����� 4���X�νz���D�\�^���Ї�����ײ������
|
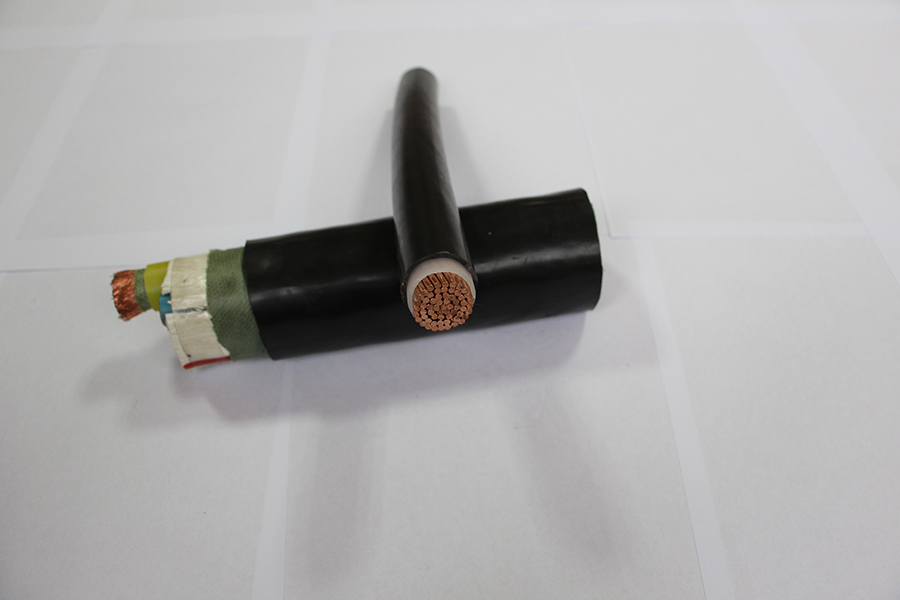
1 䓽z�ž��rҪ��һ���ď���
䓽z�ž��rҪ��һ���ď��� ��䓽z�P��ɢ��Ҫ�o���A��䓽z�Pɢ�ܓp��䓽z
��䓽z�P��ɢ��Ҫ�o���A��䓽z�Pɢ�ܓp��䓽z
2 �AŤ�h�g���{�����c��������һ����ģ���c�AŤ�h�ľ��x���m��
3�X���ž��P�ď������{���Ļ�������һ���Ա��⌧�����Ώ���
4�X�νz���D�\�^���Ї�����ײ����
5�����z�鉺ģ���ɾo�̶����r���Q��ģ�Ա���ξ��e�ɵĬF��
6�ž��r�����⾀�c��֮�g�IJ�����Ҫ�r���c��֮�g���|��
7�_܇ǰ���z��g�w���վ��_���g�w̎�]�����o�W��λ�����վ�̎�Č�����λ���܆����_܇�����Ⱦ����^֥����������_܇�o��⏇����_܇
8�ӏ��Ȍ�����ӽg�w�ıO�o�����ξ��ྀ���L���M��g�w��i���Дྀ��r�����rͣ܇��������
9�e���{����f�hҪ����Ӳ����к��c��Ӕྀ�rһ��Ҫ���䉺�����R�������Α�ע�����c���Ա����c�͑���ͨ�f���Ȍӿ�����茦����һ��Ҫ�˻��ȌӔྀ�M����w��һ��Ҫ����̎���������a�����m�����^�m���a
 ������Ӌ��C��| ������Ӌ��C��| |
 ������ϩ�߉���| ������ϩ�߉���| |
 JHS��ˮ��| JHS��ˮ��| |
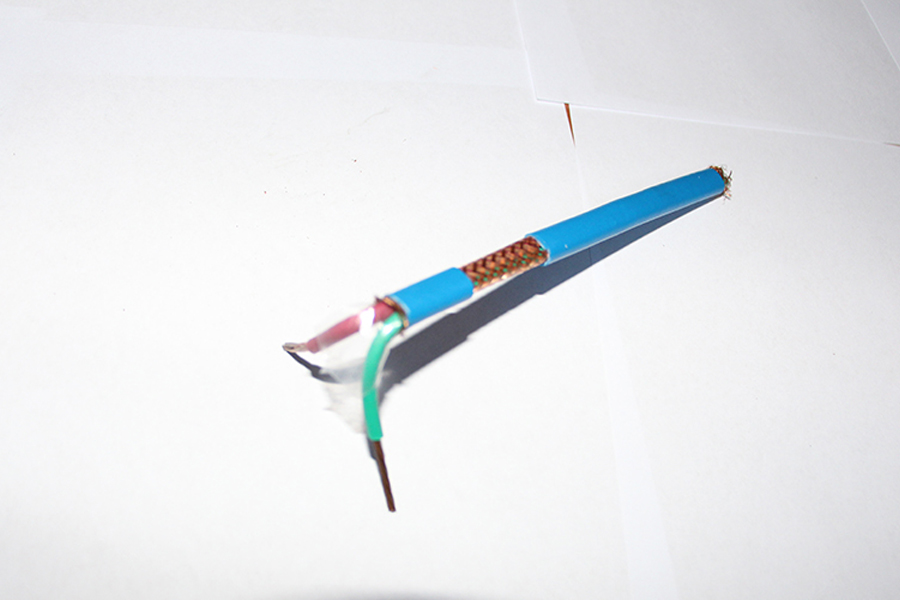 ���������~�z�������| ���������~�z�������| |
 �߾�������׃���� �߾�������׃���� |
 601/602ϵ��늸�ʽҺλ׃���� 601/602ϵ��늸�ʽҺλ׃���� |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|