�մɻ������z��|�^���o�הD����ˇҪ�c��Ŀ :��|���YӍ
�l���r�g : 2015-07-28
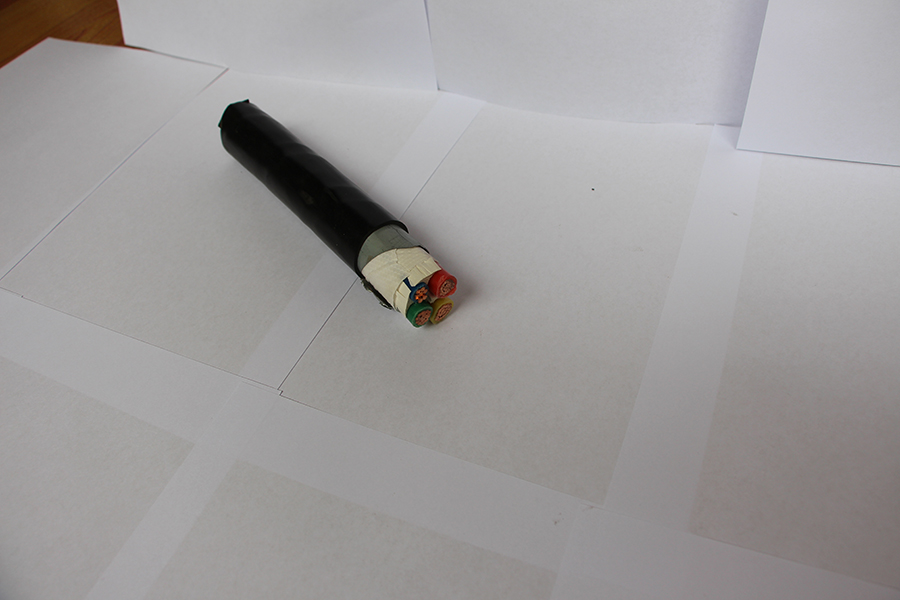
�մɻ������z��|�^�����o��ʹ��һ�N���Ͳ���"�մɻ������z"���@�N������һ�N���͵ĸ߷��ӏͺϲ��ϡ���750���90min������g����r�£��������������ɷ۠�Ҡa�������܉��γɈ�Ӳ���մɠ��⚤���^���ͷ����������á��Ҝض�Խ�ߣ����Õr�gԽ�L�����wԽ
|
�մɻ������z��|�^�����o��ʹ��һ�N���Ͳ���"�մɻ������z" �@�N������һ�N���͵ĸ߷��ӏͺϲ���
�@�N������һ�N���͵ĸ߷��ӏͺϲ��� ��750���90min������g����r���������������ɷ۠�Ҡa�����܉��γɈ�Ӳ���մɠ��⚤�^������������������Ҝض�Խ�����Õr�gԽ�L���wԽ��Ӳԓ����������|�ͻ����܉���һ���ć��܆��_������������늚����܃���
��750���90min������g����r���������������ɷ۠�Ҡa�����܉��γɈ�Ӳ���մɠ��⚤�^������������������Ҝض�Խ�����Õr�gԽ�L���wԽ��Ӳԓ����������|�ͻ����܉���һ���ć��܆��_������������늚����܃��� �Cе�������õ����c�����@�N����������Ĺ�ˇ����ݭ���ڹ����z�D���C��ԇ����ԇ���^����ݭ��ͨ�^���ԇ�l�F���쏊���������L�����в��ϸ����r���F������ԇ����ݭ�������P�I��������{�����^�����{ԇ��ԇ��K�ګ@�óɹ�
�Cе�������õ����c�����@�N����������Ĺ�ˇ����ݭ���ڹ����z�D���C��ԇ����ԇ���^����ݭ��ͨ�^���ԇ�l�F���쏊���������L�����в��ϸ����r���F������ԇ����ݭ�������P�I��������{�����^�����{ԇ��ԇ��K�ګ@�óɹ�
���� �մɻ������z��|�^�����o�הD����ˇҪע�������c��
���� 1�D��ʽģ�ߔD������|�����^�|��������⻬�A�������մɻ������z�������|������ԇ��^�K�Q�����ÔD��ʽģ�����aģ���Ͷε��L��С����ͨ���z���h���Ͷε��L��С����늾����Ͷ��L��1.5-3mm�������|���Ͷ��L��2-5mm
���� 2ģ�ߒ����������|�D�����^�|���մɻ������zģ�ߔD��ǰ��횽��^���������������F�D������ֲڲ��⻬�{���D��ģ���cģо֮�g�ľ��xͬ�r�D�����z��Ҫ�����ڳ�Ʒ����ֱ��ģ��Ҫ�^��ͨ�����z늾���|��СһЩ�^�K�Ԍ��H���a�ĬF���{ԇ���
���� 3�D��Ҫ��ȡ��D�D���C���ݗU�C�^�C���Ĝض�Ҫ�õ���30���^�߲��ó��^50����sˮ��Խ��Խ�ã��C��ض��^���z���������������C�^
���� 4��늼ӟ�����к��䰴�����ȶΜضȣ�160��180���ڶ��Μض�165��185�������Μض� 170��175�����ĶΜض� 175��180���^���200��230���M�Мض��O���ӟ����ɸ�����ͬ��̖���O�䆠��ͬ�Y���ľ��|�O�������ض�ԭ�t�ǮaƷ����]����늾���|�v��]�К��ݮa������К��ݮa���r��Ҫ���������εĜضȽ���5��10����Ό��ضȽ���5��10��ֱ���]�К��ݮa����ֹ
���� 5���a�ٶ��DZ��^�P�I����ֱ���Ӱ��̶������������������^������C�_����10m/min���Ҟ����D���_ʼ�rҪ�����Y����������
�������ɾ��x�ɷ�����˾�������������P���մɻ������z��|�^���o�הD����ˇҪ�c���ă��ݡ������մ�,�����z,��|,�^��,�o��,�D��,��ˇ,Ҫ�c���P��Ϣ�����ĵ�ַ��http://m.xintianrc.com/1436.html�D�dՈ���h�����߉���|��������|�������x����|��r�Y�Ϛgӭ�������ȡ��������15222906608
 ������ϩ�^��䓎��z�b������ϩ�o����ȼ�����| ������ϩ�^��䓎��z�b������ϩ�o����ȼ�����| |
 �����| �����| |
 1151GP����׃���� 1151GP����׃���� |
 늽��c�p���ٜض�Ӌ 늽��c�p���ٜض�Ӌ |
 BVVB��| BVVB��| |
 �����| �����| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|